Afin d'améliorer la capacité de connaissance des produits des nouveaux employés, l'Association industrielle Meiwha a organisé l'activité annuelle de formation sur la connaissance des produits 2023 et a lancé une série de formations pour tous les produits Meiwha.
En tant que personne qualifiée Meiwha, il doit y avoir plus de connaissances claires sur les porte-outils, les plaquettes et les tarauds de fraisage, les forets, les rectifieuses d'alésage et d'autres produits pertinents. Résumons également le contenu de cette formation,


Le porte-outil CNC a été conçu pour maintenir solidement tous types d'outils coupants lors de leurs déplacements lors des opérations d'usinage. Grâce à sa capacité à changer rapidement de fraises de différentes tailles, ce dispositif peut considérablement améliorer le temps et l'efficacité de l'utilisation de machines telles que les tours ou les fraiseuses. Il doit être doté de butées réglables afin que les opérateurs sachent précisément où commencent et où finissent leurs coupes à chaque fois, augmentant ainsi considérablement la précision. La poignée de l'outil est l'élément de liaison entre la machine-outil et l'outil. Elle est un maillon essentiel pour laconcentricité et l'équilibre dynamique. Il ne doit pas être considéré comme une composante générale.La concentricité peut déterminer si la quantité de coupe de chaque pièce de tranchant est uniforme dans les conditions d'une rotation de l'outil ; lorsque la broche tourne, le déséquilibre dynamique produira des vibrations périodiques
MeiwhaTitulaire, types couramment utilisésWe divisé en BT-ER Titulaire, BT-C fortTitulaire,Fraise à surfacer FMB-FMATitulaire, Manchon conique Mose BT-MTA, mandrin à pince SK haute vitesse BT-SK, mandrin de perçage BT-APU, mandrin à expansion hydraulique BT-HM, mandrin à ajustement serré BT-SR

Pour coutils de fraisage CNC couramment utilisés, selon la forme, diviser en platinserts, nez rondinserts et la balleinserts
Chaque outil a son rôle spécifique, le spécifique étant le suivant :
1) platinsertsCentre d'usinage CNC platinserts insertsest aussi appelé platinsertsFraise à queue, autour de l'arête de coupe principale, en dessous de l'arête de coupe secondaire. Peut être utilisée pour l'ébauche et le dégagement d'angle, ainsi que pour la finition des plans latéraux et horizontaux. Les références les plus courantes sont : ED20, ED19.05 (3/4 pouce), ED16, ED15.875 (5/8 pouce), ED12, ED10, ED8, ED6, ED4, ED3, ED2, ED1.5, ED1, ED0.8 et ED0.5. « E » est la première lettre de « Fraise à queue » ; « D » représente le diamètre de l'arête de coupe. En conditions normales, privilégiez un diamètre important.insertslors de l'ouverture épaisse, et aussi courte que possible lors du chargement duinserts, afin d'assurer une rigidité suffisante et d'éviter les ressortsinserts. Lors du choix d'uninserts, il est nécessaire de combiner la zone de traitement, de déterminer la longueur de lame la plus courte et la longueur de la partie droite, et de choisir la plus appropriéeinsertsdisponible dans l'entreprise. Si la pente latérale est appelée penteinserts, tu peux terminer la pente.
2) Nez rondinsertsCentre d'usinage CNC à nez rondinserts, également appelé R platinserts, peut être utilisé pour ouvrir des formes rugueuses, plates et incurvéesinsertsEn général, le rayon angulaire est compris entre R0,1 et R8. Il existe généralement des lames à lame intégrée et à lame rapportée. Le nez rondinsertsavec grain inséré est également appelé « volant »inserts", qui est principalement utilisé pour les grandes surfaces d'ouverture rugueuses et horizontales lissesinsertsLes plus couramment utilisés sont les ED30R5, ED25R5, ED16R0.8, ED12R0.8 et ED12R0.4. Dans la mesure du possible, de grandesinsertsdoit être sélectionné pour l'usinage grossier des pièces volantesinsertsLors du traitement de zones plus profondes, la longueur de l'outil doit être installée en premier pour le traitement court des zones moins profondes, puis pour le traitement long des zones plus profondes, afin d'améliorer l'efficacité et de ne pas couper.
3) La balleinsertsCentre d'usinage CNC de la balleinsertsest également appelé Rinserts, principalement utilisé pour les surfaces courbes dans la lumièreinsertset la lumièreinsertsLes couteaux à boulets les plus couramment utilisés sont les suivants : BD16R8, BD12R6, BD10R5, BD8R4, BD6R3, BD5R2.5 (souvent utilisés pour l'usinage des canaux), BD4R2, BD3R1.5, BD2R1, BD1.5R0.75 et BD1R0.5. B est la première lettre de « Bill Mill ». En conditions normales, la mesure du rayon du cercle intérieur de la pièce usinée permet de déterminer l'outil de finition et, dans la mesure du possible, de choisir un grandinserts, insertsréparationinsertstraitement

3.Fraise
un La fraise est une fraise rotative dotée d'une ou plusieurs dents de coupe pour le fraisage.Lors de l'usinage, chaque dent de la fraise coupe successivement et par intermittence le bord de la pièce. La fraise est principalement utilisée pour l'usinage de plans, de marches, de rainures, de surfaces de formage et de coupes.-morceau.
La fraise est divisée en fraise à bout plat, fraise à bout sphérique, fraise à nez rond, fraise en aluminium

4.Robinets
Le robinet estun Outil pour l'usinage de filetages intérieurs de moyennes et petites dimensions. Sa structure est simple et son utilisation est aisée. Il peut être utilisé manuellement et sur des machines-outils.
Qu'est-ce que le tapping

Le taraudage consiste à utiliser des tarauds pour couper des filetages internes dans le trou de la pièce.-morceau.
Les robinets se divisent enDroitRobinet en spirale,Taraud à cannelure, taraud à pointe et taraud à extrusion

5.Percer
Le Le foret est un outil de coupe dans une perceuse utilisé pour enlever de la matière pour former un trou et a presque toujours une section transversale circulaire.Les forets existent en différentes tailles et formes et permettent de percer différents types de trous dans de nombreux matériaux. Pour percer un trou, le foret est généralement fixé à la mèche, qui est généralement mise en rotation pour fournir la puissance nécessaire à la coupe de la pièce. La mèche s'accroche à son extrémité supérieure, appelée queue, dans le mandrin.
Selon les différents matériaux de la pièce, nous pouvons diviser les forets en forets HSS, forets en alliage, forets hélicoïdaux et forets en carbure

Un vise est un dispositif universel utilisé pour maintenir une pièce.Ce dispositif se place sur l'établi pour serrer et stabiliser la pièce. C'est un outil indispensable pour l'atelier de montage. Le corps de la pince rotative à disque peut être tourné pour positionner la pièce dans la position de travail appropriée.
Nous avons un étau hydraulique haute puissance et un étau compact MC et un étau solide d'angle.

Pour les opérateurs d'usinage, si l'outil est usé au cours de son utilisation, il peut être utilisé pour rectifier l'outil, de sorte que la lame puisse continuer à être utilisée pour répondre aux exigences de précision de la pièce.
Nous avons un affûteur de moulin, un affûteur de taraud, un affûteur de foret, trois types de machines de meulage
Fraises, tarauds et les forets peuvent être affûtés

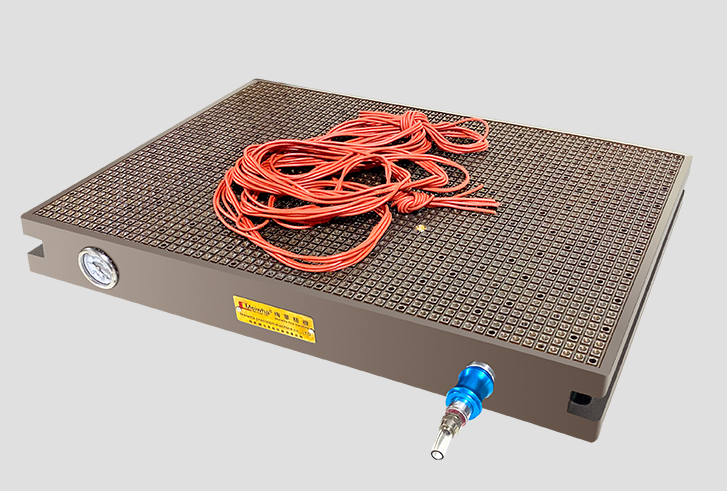
7.Ventouse
La pièce est adsorbée sur la surface du disque pour se fixer et la machine coupe,
Nous avons intégré une ventouse à vide CNC, une ventouse magnétique permanente puissante CNC, des mandrins magnétiques électro-permanents CNC, trois types de ventouses
Date de publication : 24 février 2023




